
~ By Shiro
The development of the EJ200 engine began in 1982 with the initiation of the XG40 project, which served as a demonstration of Rolls-Royce’s advanced technology, tailored to meet the demands of an advanced combat engine designed for deployment in the mid-1990s. This ultimately led to the development of the EJ200 for Eurojet. The goal of the program was to develop core technologies (compressor, combustor, and turbine) that could be scaled up to meet future requirements. The XG40 program was funded by the UK MoD and Rolls-Royce (RR). Tests of the XG40 afterburning system, developed from the RB199 and XG-20 programs, were also conducted.
In 1988, the XG40 achieved a thrust-to-weight ratio of 10:1, a fan pressure ratio of 3.9:1, and an overall pressure ratio of 26:1. It delivered a reheated thrust exceeding 90 kN, a dry thrust exceeding 50 kN, and reached a stator outlet temperature of up to 1,840 K.
The Eurojet consortium, Eurojet GmbH, was formed in 1986 for the development and management of the EJ200 engine, consisting of Rolls-Royce (United Kingdom), MTU Aero Engines (Germany), Avio (Italy), and ITP Aero (Spain).
The full scale development phase (FSDE) commenced in 1988 with first flight clearance achieved in early 1995.
The workshare being–
- Avio (then Fiat)–LP Turbine, augmentation system, gearbox and oil system
- MTU – Fan and HP Compressor
- Rolls Royce – Combustion System, HP Turbine, intermediate casing
- Sener (A part of ITP Aero) – LP Shaft, bypass-duct, exhaust diffuser, jet pipe and Nozzle.
The Design
The EJ200 is one of the most advanced jet engines, featuring a common modern design of a twin-spool, low-bypass type.
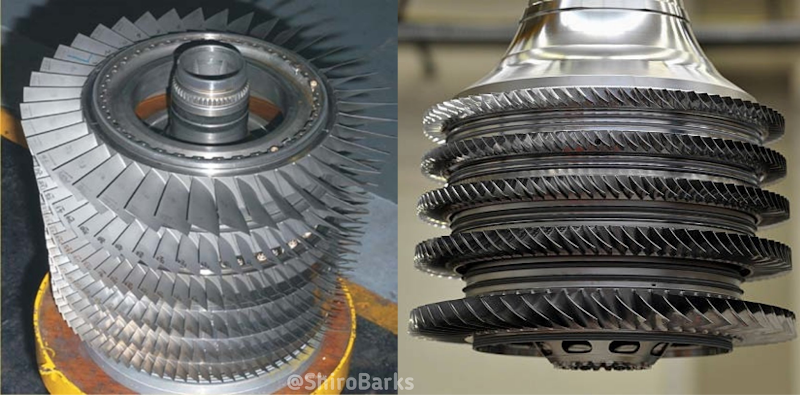
It is similar to the XG40, features a 3-stage compressor fan, a 5-stage low-aspect-ratio high-pressure compressor (HPC), and single-stage high-pressure (HP) and low-pressure (LP) turbines. These turbines are equipped with powder metallurgy discs and single-crystal blades, paired with a convergent-divergent nozzle design. The engine measures 157 inches in length, 29 inches in diameter, and weighs 988.83 kg. It produces a dry thrust of 60 kN and an afterburner (AB) thrust of 90 kN, achieving one of the highest thrust-to-weight (T/W) ratios—9.17 with afterburner thrust and 6.11 with dry thrust. It has an air mass flow of 77kg/s as opposed to 78kg/s of Kaveri. Kaveri achieves a T/W ratio of 6.52 with afterburner.
Another impressive thing about EJ200 is something called war setting where it can achieve extra 15% dry and 5% wet thrust.
The LPC of the EJ200 incorporates blisk technology after the first 85 engines, which initially featured conventional compressors for the first two stages. The introduction of blisks also helped the EJ200 overcome issues like fretting corrosion and fatigue, which were reducing component life. In contrast, the LPC of the Kaveri engine uses a conventional disk with blade fixings, resulting in a weight that is 30% heavier compared to blisks. Additionally, a blisk compressor requires one-third fewer rotor stages to achieve the same total pressure ratio as a conventional design.
The blades of the first two low-pressure compressor stages are initially forged individually and then joined to the disk using a linear friction welding process. The LPC uses friction welding as opposed to milling because of their low-temperature withstanding requirement and cost effectiveness.
The LPC stages are usually made of Ti-6Al-4V alloy which has a maximum temperature limit of 315°C.
The use of Blisks in EJ200 was necessary to meet engine life requirements and debatable.
“The first 85 EJ200 engines that were delivered without blisks in the high-pressure compressor in stages 1 and 2 were thus limited to 400 flight hours—whereas the design had planned for 4,000 hours,”


Making a blisk isn’t an easy thing in any way, there are multiple ways to make a blisk. There are two ways to make blisks using machines: milling the entire airfoil or using electrochemical material removal processes. The milling is a classic method where the airfoils are carved into a solid blade. The milling is a time-extensive process and less economical as you end up with scrapes of very rare materials. The electrochemical machining developed by MTU for EJ200: The process traditionally involves feeding a cathode (tool) towards the workpiece, and as the cathode moves, it removes material from the blisk by electrochemical dissolution and the blisk blank is dissolved out of the alloy using a liquid electrolyte, an electric current and a 3D molding tool, this technique also allows. Another method is Linear Friction Welding which works by oscillating the airfoil against the disk which causes the material to plasticise against the direction of the workpiece.
The first two stages are made using Linear Friction Welding and one using electrochemical machining.

The three stages of HPC use blisks and two stages use conventional design. As opposed to Kaveri which uses all conventional design which leads to more weight and conventional design introduces drag which leads to use of extra blades as opposed to blisks. The HPC are typically made of Near-alpha Alloys which can withstand temperatures up to 540°C. The HPC also has one variable inlet guide vane. In the third stage a fixed bleed is incorporated to supply the low pressure turbine with cooling air.

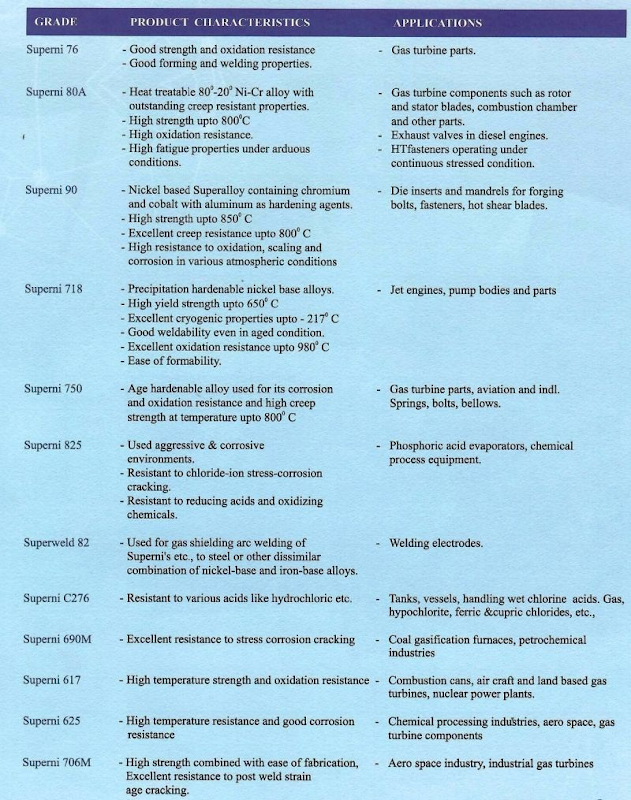
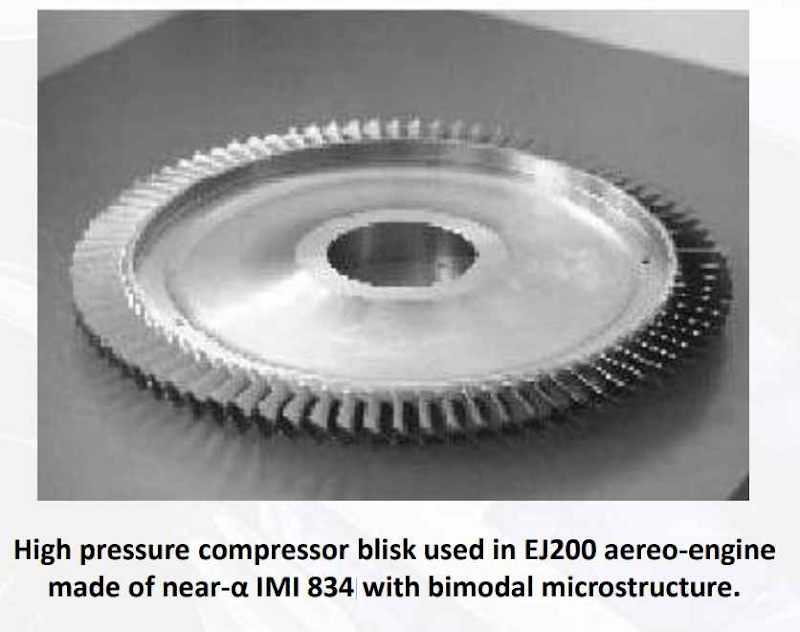
The blisks in EJ200 HPC are made of Ti-5.8Al-4Sn-3.5Zr-0.7Nb-0.5Mo-0.35Si-0.06C or IMI 834 or TIMETAL 834 which is a near alpha titanium alloy offering increased tensile strength and creep resistance up to 600°C together with improved fatigue strength when compared with established creep resistant alloys such as it is weldable and has good forgeability.
DMRL has also developed Nickel base superalloy DMR SN-742, which are used to make high pressure turbine discs. Also TITAN 29A equivalent to IMI-834 or Timetal 834 used for EJ200 which are used in Kaveri HPC was isothermally forged by MIDHANI. There is also Superni 718A which has maximum application temperature of 700°C.

Alternatives to titanium are primarily steel and nickel alloys with the consequent mass increases. Major performance improvements are now being made by either using intermetallic (titanium aluminide) materials or silicon carbide fibre reinforced titanium composites.
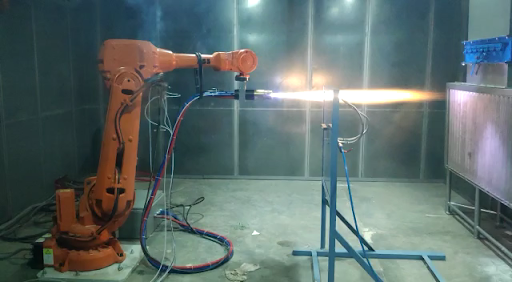
The EJ200 uses RR3000 (similar to CMSX-10) a third generation, Single Crystal alloy in LPT and HPT and both turbine discs are made from powder by a controlled process route. DMRL has made an alloy in a similar league to CMSX10 or RR3000, called DMS4 where it offers 80°C metal temperature advantage over the first generation single crystal superalloy CMSX-2 and about 8°C advantage over modern third generation alloys such as CMSX10. The EJ200 achieves a TET of 1800 K with an impressive pressure ratio of 25:1. These blades use double layer plasma deposited TBC, Top coat is YSZ while bond coat is CoNiCrAIY. Kaveri achieves a TET of ~1700K with the use of Supercast 247A, a variant of CM247LC, a directionally solidified hollow blade with internal cooling.
The ARCI (Hydrabad) has developed EB-PVD and plasma spray, which can be used to YSZ type TBC coatings. ARCI has also carried out research on NiCoCrAlY, NiCoCrAlHfYSi, CoNiCrAlY, NiCoCrAlTaY coats using Axial Plasma Spray.



Very Informative.